0 引言
自然对象和大部分的人造对象都具有复杂的三维形状,高德文章报导如何在计算机中建立三维对象的计算机模型就是三维形状的数字化问题,该项研究源于20世纪六七十年代。三维形状复杂多变、形状繁多,而且其外观、材质、颜色、用途等各不相同,这就使得三维形状数字化的问题非常复杂,至今,该项技术尚未成熟,仍是数字化技术研究的难点。目前,三维形状数字化技术种类很多,包括机械、声学、光学、电磁等类型,其中运用得最广泛、效果最好的是光学测量技术。光学测量是光电技术、机械测量、计算机技术相结合的产物,可以实现快速,准确的测量。该项技术具有速度快、精度高、非接触、易于自动化的特点,主要适用于自由曲面的测量。目前,光学测量技术得到了越来越广泛的应用,其中最典型的应用是三维激光扫描仪。
1 三维激光扫描仪的工作原理
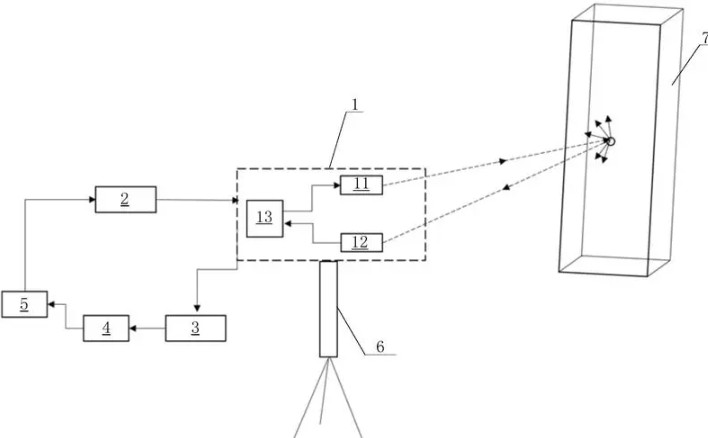
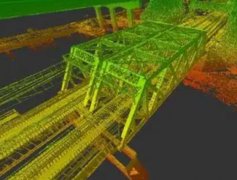
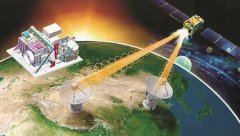
三维激光扫描仪是基于激光扫描测量的原理而设计的,主要作用是对三维形状进行数字化,基本工作原理是:线激光器发出的光平面扫描物体表面,面阵CCD采集被测物面上激光扫描线的漫反射图像,在计算机中对激光扫描线图像进行处理,依据空间物点与CCD面阵像素的对应关系计算物体的景深信息,得到物体表面的三维坐标数据,快速建立原型样件的三维模型,如图1所示。
2 三维旋转激光扫描测量系统
目前,普通的三维激光扫描仪存在的主要问题是难以实现复杂三维图像的扫描数字化问题,如圆柱形状的石雕、木雕等。如图2所示。
如果设计出能够旋转扫描测量的系统,
高德官网注册则可以有效地解决数字化设计与制造之间的衔接。这样的系统,企业投入少,见效快,而且能够将激光扫描测头安装在数控雕刻机上,设计出能够旋转扫描测量的系统,可以有效地解决数字化设计与制造之间的衔接,充分利用现有数控设备,节省硬件成本。
为了解决复杂物体的数字化问题,同时降低企业的投入成本,我的设计方案是,在普通三维激光扫描仪的基础上,开发出能够实现360°旋转的旋转扫描测量系统,改进已有平面浮雕扫描软件,使之适用于改进后的系统。
3 系统构成
图3是三维旋转激光扫描系统的测量平台,x轴左右运动,向左为正向;y轴前后运动,向前为正向;z轴上下运动,向上为正;三轴之间互相垂直;数控转台安装在沿y轴运动的花岗岩工作台面上。激光测头随x轴的拖板一起运动。
在该平台上有两种测量方式,一种是边测量边旋转,被测物体旋转360°就能测量物体全部外表面的形状,该种方法适合测量回转体或近似回转体;另一种方法是一次测量全部朝向光线的外表面,然后再转到下一个需要测量的方位,全部外表面从几个方位就可以测量完毕,这种方法适合形状较为规则的多面体。
在该系统中,数控转台可以获得被测物体的旋转角度,测量的数据点绕转台中心轴线可以自动拼合,其拼合精度取决于转台中心轴线的精确标定。
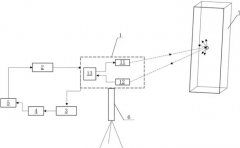
系统分为硬件、软件两大部分,硬件部分除机械测量平台、激光测头外,还包括步进电机与步进电机驱动器、工控机以及插在工控机主板上的图像采集卡和运功控制卡。图像采集卡将CCD摄像机拍摄的视频信号转换为计算机能够处理的数字图像。步进电机驱动器可以设置脉冲的细分数,并从运动控制卡获取脉冲与运动方向信息,驱动步进电机运动。
软件部分包括测量与数据处理两部分,测量部分的软件功能主要是控制运动、图像获取、图像处理以及坐标换算,完成表面形状的数字化过程。数据处理主要包括测量数据的平滑、光顺、网格建模、显示、缩放等功能,完成表面形状的重构过程。
在系统设计过程中,转台中心轴线标定和多视拼合及重叠数据区域的处理是影响测量结果的2个重要因素,下面简单介绍这两部分的设计思路。
4 转台中心轴线标定
在对三维物体进行旋转扫描测量的过程当中,通过数控转台可以实现从不同的方位对物体进行进行测量,这样才能获得被测物体全方位的外表面数据信息。然后,还需要将物体不同旋转角度的多视数据拼合在同一坐标系中。在拼合的过程当中,转台的中心轴线标定是否精确对结果有着非常重要的影响。
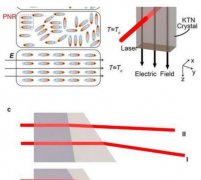
如图4所示,由于安装误差,转台中心轴线R与平行于z轴的z’方向难以一致,若不同角度的测量数据点绕z’旋转会产生间隙,如图5所示。
为精确标定转台中心轴线,提出如下方案:在图4的转台上固定一个标定球。通过数控系统控制转台旋转,控制球的球心绕转轴R形成一个圆,该圆的圆心O“是R上的点,该圆所在平面的法矢即为R的方向。
基于该思路,在xyz三轴测量系统中测量并计算标定球三个不同位置的球心P1(x1,y1,z1),P2(x2,y2,z2),P3(x3,y3,z3),P1,P2,P3所在平面的法矢量N即为转台中心轴线的方向。
有了转台中心轴线的方向,还需要确定空间三点P1,P2,P3绕转轴R形成圆的圆心O”(x0,y0,z0)才能使转台中心轴线定位。如图6,为了求O“,首先计算转轴R在xOy面上的投影与y轴夹角α、R与z轴的夹角β,然后P1,P2,P3依次绕z轴、x轴旋转到与xOy平行的平面上,旋转矩阵分别为:
式中:P1,P2,P3旋转到与xOy平行的平面上就可以很容易求出圆心,然后将圆心再依次绕x轴、z轴反向旋转β和α,即得到O”,转台中心轴线的方向和位置得到确定。
5 多视拼合及重叠数据区域的处理
逆向工程中,对实物样件进行数字化时,因为测量范围的限制或遮挡的关系,往往不能在同一坐标系下一次测量产品全部的几何数据,需要在不同的方位(即不同的坐标系)测量产品的各个部分,其中每个方位测量的数据片称为视,多个方位测量的数据称为多视数据,将不同坐标系下的多视数据统一到同一坐标系下的处理过程,称为多视数据拼合。
多视数据拼合包括两个部分,第一步是将不同坐标系的数据变换到同一个坐标系中,数据片通过旋转和平移来调整方位达到形位匹配;多视数据变换到同一坐标系后,数据片之间存在重叠区域,由于测量和变换存在误差,重叠区域内的多重数据需要做合理的运算使其融合为单层数据。第一步是方位调整,可称为“拼”(Registration),亦称数据对齐,第二步是多层数据融合为单层数据,可称为“合”(Intergr-ati-on)。将数据点集看作一个刚体,两个数据点集的对齐属于空间刚体移动,因此多视数据对齐问题可看作空间两个刚体的坐标转换,问题归结为求解相应的转换矩阵,移动矩阵T和旋转矩阵R。如图7所示是2个数据片截面上两行数据融合的示意图。最简单的融合方法是中值平均,这样会在重叠区域边缘出现台阶。改进的方法是加权,使得融合后的数据片在重叠区域边缘光滑过渡,但这种方法未考虑重叠区域边缘外一定邻域内的数据点也存在误差。
6 结语
通过激光旋转扫描测量的方式获取样件的三维信息,可方便快捷地进行雕刻制品的加工,快速实现雕刻艺术品的数字化以及复制或批量生产。从而节省硬件平台及人力成本,在木雕、石雕、玉雕等各类雕刻行业中获得极其广泛的应用,掀起了一场革新的浪潮。